- lietuvių
-
EnglishDeutschItaliaFrançais한국의русскийSvenskaNederlandespañolPortuguêspolski繁体中文SuomiGaeilgeSlovenskáSlovenijaČeštinaMelayuMagyarországHrvatskaDanskromânescIndonesiaΕλλάδαБългарски езикGalegolietuviųMaoriRepublika e ShqipërisëالعربيةአማርኛAzərbaycanEesti VabariikEuskeraБеларусьLëtzebuergeschAyitiAfrikaansBosnaíslenskaCambodiaမြန်မာМонголулсМакедонскиmalaɡasʲພາສາລາວKurdîსაქართველოIsiXhosaفارسیisiZuluPilipinoසිංහලTürk diliTiếng ViệtहिंदीТоҷикӣاردوภาษาไทยO'zbekKongeriketবাংলা ভাষারChicheŵaSamoa日本語SesothoCрпскиKiswahiliУкраїнаनेपालीעִבְרִיתپښتوКыргыз тилиҚазақшаCatalàCorsaLatviešuHausaગુજરાતીಕನ್ನಡkannaḍaमराठी
Mašininis regėjimas ir vizualiniai jutikliai: darbo principai ir taikymo sritys
Katalogas
Kas yra mašininis regėjimas?
Mašininis regėjimas yra technologija, kuri leidžia mašinoms užfiksuoti, apdoroti ir analizuoti realaus pasaulio objektų vaizdus. Ji sujungia kameras, jutiklius, optinius objektyvus, apšvietimo sistemas ir vaizdo apdorojimo programinę įrangą, kad surinktų vizualinę informaciją ir paverstų ją naudinga duomenimis automatizuotiems sprendimams.
Praktinėse taikymo srityse mašininis regėjimas atlieka daugelį vizualinės inspekcijos ir matavimo užduočių, kurioms kitaip reikėtų žmonių stebėjimo. Vietoje to, kad žmogus žiūrėtų į produktą ir vertintų jo būklę, sistema užfiksuoja aiškų objekto vaizdą, konvertuoja tą vaizdą į skaitmeninę informaciją ir nagrinėja konkrečius vizualinius detalius. Šie detalės gali apimti formą, dydį, poziciją, spalvą, ryškumą, kraštus, raštus ir paviršiaus būklę. Analizuodama šias savybes, sistema gali nustatyti, ar objektas atitinka nustatytus reikalavimus.
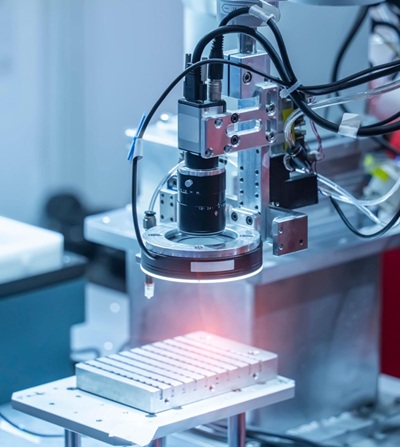
Kaip veikia mašininio regėjimo sistema
Mašininio regėjimo procesas seka logišką veiksmų seką. Pirmiausia objektas įeina į inspekcijos zoną ir apšviečiamas naudojant kontroliuojamą šviesos šaltinį. Tinkamas apšvietimas padeda atskleisti svarbias vizualines savybes ir sumažina šešėlius, atspindžius arba kitas sąlygas, galinčias paveikti vaizdo kokybę.
Tada kamera užfiksuoja objekto vaizdą iš tam tikro kampo ir atstumo. Užfiksuotas vaizdas vėliau konvertuojamas į skaitmeninę pikselių duomenų formą, kur kiekvienas pikselis turi informaciją apie ryškumą, spalvą arba intensyvumą. Šis skaitmeninis vaizdas perduodamas į vaizdo apdorojimo sistemą analizei.
Programinė įranga detalizuotai nagrinėja vaizdą, identifikuodama kraštus, lygindama formas, matuodama matmenis, aptikdama spalvų variacijas ir vertindama paviršiaus ypatybes. Ji apdoroja pikselių raštus ir intensyvumo vertes, kad atskirtų svarbiausią informaciją. Išgauti duomenys vėliau lyginami su nustatytais standartais, tolerancijomis ar inspekcijos taisyklėmis, kad būtų nustatyta, ar objektas atitinka reikalaujamus kriterijus.
Mašininio regėjimo taikymas ir nauda
Pasibaigus analizei, sistema generuoja rezultatus, kurie gali būti naudojami palaikyti plačią pramoninių operacijų spektrą. Mašininis regėjimas gali atlikti tikslius matavimus, identifikuoti paviršiaus defektus, tikrinti produktų kokybę, rūšiuoti daiktus pagal konkrečias savybes, nustatyti tikslią objektų padėtį ir teikti gaires robotų sistemoms, atliekant naudojimo ar surinkimo užduotis.
Kad mašininis regėjimas gali greitai ir nuosekliai peržiūrėti didelius objektų kiekius, jis padeda pagerinti tikslumą, efektyvumą ir gamybos patikimumą. Jo gebėjimas atlikti detalų patikrinimą realiuoju laiku padarė jį pagrindine technologija gamyboje, pramoninėje automatizacijoje, robotikoje, pakavimo, elektronikos gamyboje ir kokybės kontrolės sistemose.
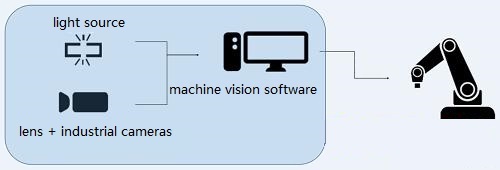
Mašininio regėjimo sistemų sudėtis
Mašininio regėjimo sistema sudaryta iš kelių aparatūros ir programinės įrangos komponentų, kurie dirba kartu, kad automatiškai peržiūrėtų, išmatuotų, identifikuotų ir stebėtų objektus. Kiekvienas komponentas atlieka specifinę užduotį patikrinimo procese. Nuo momento, kai objektas patenka į patikrinimo zoną, iki momento, kai priimamas sprendimas, informacija juda per eilę sujungtų žingsnių. Šie žingsniai apima objekto aptikimą, vaizdo įgijimą, vaizdo perdavimą, vaizdo apdorojimą, rezultatų generavimą ir įrangos valdymą.
Norint atlikti tikslų ir patikimą patikrinimą, kiekvienas komponentas turi dirbti koordinuotai. Vaizdo įrašymo vėlavimas, prasta apšvietimas ar neteisingas pozicionavimas gali paveikti galutinio rezultato kokybę. Todėl visos sistemos veikimas priklauso nuo to, kaip gerai šie komponentai veikia kartu.
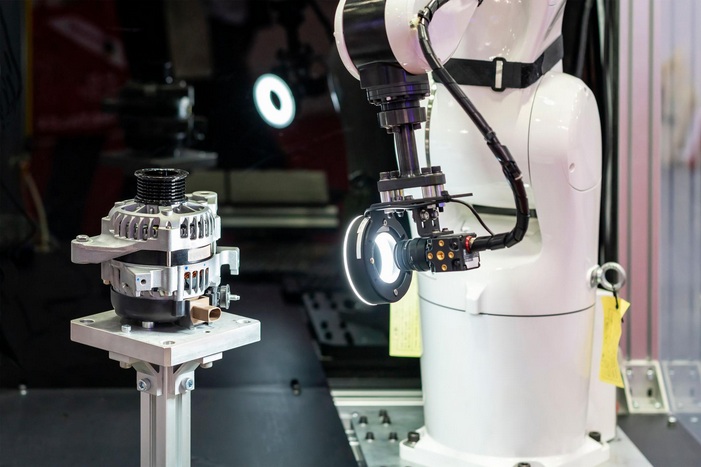
Kamera ir Objektyvas
Kamera ir objektyvas sudaro mašininio regėjimo sistemos vaizdo įgijimo skyrių. Jų užduotis yra užfiksuoti aiškų ir detalų tiriamų objektų vaizdą.
Procesas prasideda, kai šviesa, atspindinti nuo objekto paviršiaus, patenka į objektyvą. Objektyvas surenka šią šviesą ir fokusuojasi į kameros jutiklį. Šio fokuso kokybė tiesiogiai veikia vaizdo aštrumą. Jeigu vaizdas neryškus, mažų defektų, kraštų, žymėjimų ar matmenų detalių gali būti sunku aptikti.
Kai šviesa pasiekia jutiklį, kamera konvertuoja optinį vaizdą į skaitmeninius vaizdo duomenis. Šie duomenys susideda iš tūkstančių ar net milijonų pikselių, kurie vaizduoja objekto vizualines savybes. Vaizdas tuomet paruošiamas apdorojimui vizijos sistemoje.
Skirtingoms patikros užduotims reikia skirtingų kameros konfigūracijų. Vienos kameros išdėstymas gali būti pakankamas, kai reikia tik vieno objekto vaizdo. Tačiau sudėtingų formų produktams dažnai reikia kelių kamerų, įrengtų skirtingais kampais. Tai leidžia sistemai vienu metu tikrinti kelias paviršius, pašalinti aklų vietų ir užfiksuoti išsamesnę informaciją.
Mašininio regėjimo kameros yra prieinamos keliais tipais, įskaitant monochromines kameras, spalvotas kameras, linijines skenavimo kameras, ploto skenavimo kameras, progresyvios skenavimo kameras ir didelės raiškos kameras. Pasirinkimas priklauso nuo tokių veiksnių kaip objekto dydis, gamybos greitis, reikalaujamas vaizdo detalumas, matymo laukas ir matavimo tikslumas.
Šviesos Šaltinis
Šviesos šaltinis yra vienas iš svarbiausių komponentų mašininio regėjimo sistemoje, nes vaizdo kokybė labai priklauso nuo tinkamo apšvietimo.
Prieš užfiksuojant vaizdą, objektas turi būti apšviestas kontroliuojamu ir nuosekliu būdu. Tikslas nėra tik tai, kad objektas būtų matomas. Apšvietimas turi aiškiai atskleisti features, kurias reikia patikrinti. Šios funkcijos gali apimti kraštus, įbrėžimus, skilimus, paviršiaus tekstūras, spausdintas raides, etiketės, spalvų skirtumus ar matmenų ribas.
Tinkamas apšvietimas padidina vaizdo kontrastą ir leidžia svarbiems detalėms išsiskirti iš fono. Pavyzdžiui, mažas įbrėžimas ant metalinio paviršiaus gali būti sunkiai pastebimas įprastomis apšvietimo sąlygomis, tačiau gali tapti puikiai matomas, kai apšviečiamas iš tam tikro kampo.
Dažniausios apšvietimo technologijos yra LED apšvietimas, fluorescencinis apšvietimas, pluoštinės optikos apšvietimas ir halogeninis apšvietimas. Tarp šių variantų LED apšvietimas plačiai naudojamas, nes teikia stabilų ryškumą, ilgą tarnavimo laiką ir mažas priežiūros reikalavimus.
Apšvietimo metodas parenkamas atsižvelgiant į kelis veiksnius, įskaitant objekto medžiagą, spalvą, paviršiaus tekstūrą, atspindį, formą ir patikros kampą. Gerai suprojektuotas apšvietimas padeda sumažinti šešėlius, akinimo ir atspindžius, taip užtikrinant didesnį aptikimo tikslumą ir nuoseklesnius matavimo rezultatus.
Jutikliai
Jutikliai yra atsakingi už objekto buvimo, padėties ar judėjimo aptikimą prieš pradedant vaizdo įgijimą.
Tipiškoje gamybos linijoje produktai nuolat juda per konvejerį arba automatizuotą valdymo sistemą. Kamera turi užfiksuoti vaizdą tinkamu momentu. Jei vaizdas užfiksuojamas per anksti arba per vėlai, gali būti praleistos svarbios patikros sritys.
Kad būtų išvengta šios problemos, jutiklis stebi objekto judėjimą ir nustato, kada jis pasiekia patikros poziciją. Kai objektas pasiekia numatytą vietą, jutiklis siunčia kameros aktyvavimo signalą.
Įprastinės jutiklių rūšys apima skaidulinius jutiklius, artumo jutiklius, fotoelektrinius jutiklius ir fotoelektrinius jungiklius. Šie prietaisai teikia tikslią laiko informaciją ir padeda sinchronizuoti vaizdo įrašymą su objekto judėjimu.
Tikslus paleidimas sumažina su judėjimu susijusius klaidų atvejus, pagerina vaizdo nuoseklumą ir užtikrina, kad kiekvienas objektas būtų tikrinamas esant vienodoms sąlygoms.
Vaizdo įrašymo kortelė
Gavus vaizdą iš kameros, vaizdo duomenys turi būti perduoti apdorojimo sistemai. Ši užduotis atliekama vaizdo įrašymo kortelės.
Įrašymo kortelė gauna vaizdo signalus iš kameros ir paverčia juos į formatą, kurį kompiuteris ir vizijos programinė įranga gali apdoroti efektyviai. Atliekant didelio greičio patikrinimus, didelis kiekis vaizdo duomenų turi būti perduotas greitai ir patikimai. Įrašymo kortelė padeda išlaikyti stabilų duomenų perdavimą ir užkerta kelią vaizdo praradimui.
Be vaizdo duomenų perdavimo, įrašymo kortelė gali valdyti kelias kameros funkcijas. Šios funkcijos gali apimti kameros paleidimą, ekspozicijos valdymą, integravimo laiko reguliavimą, sinchronizaciją ir užrakto valdymą.
Skirtingos įrašymo kortelės palaiko skirtingus komunikacijos standartus ir aparatinės įrangos sąsajas. Įprastos pramoninės sąsajos apima PCI, Compact PCI, PC104 ir kitas pramoninės komunikacijos platformas. Pasirinkta sąsaja turi atitikti tiek kamerą, tiek apdorojimo sistemą, kad būtų užtikrintas sklandus veikimas.
PC platforma
Kompiuteris veikia kaip centrinis mašininio regėjimo sistemos apdorojimo įrenginys. Jis gauna vaizdo duomenis, vykdo inspekcijos algoritmus, saugo informaciją ir perduoda rezultatus kitam įrangai.
Atvykus vaizdui iš kameros, kompiuteris apdoroja duomenis žingsnis po žingsnio. Jis gali išmatuoti matmenis, nustatyti specifines savybes, palyginti modelius, aptikti defektus, iššifruoti brūkšninius kodus arba patikrinti produkto kokybę. Šios operacijos dažnai turi būti užbaigtos per daleles sekundės, kad būtų galima laikytis gamybos linijos greičių.
Programos, reikalaujančios greitos inspekcijos ir didelių vaizdo tūrių, paprastai naudoja didelės spartos procesorius, didelę atminties talpą ir pažangią kompiuterinę įrangą, kad sumažintų apdorojimo laiką.
Pramoninėse aplinkose dažnai naudojami pramoniniai PC, nes jie sukurti patikimai dirbti sunkiomis sąlygomis. Jie gali atlaikyti dulkes, vibracijas, temperatūros svyravimus, drėgmę ir elektros trikdžius, todėl tinkami nuolatiniam gamyklos veikimui.
Vizijos apdorojimo programinė įranga
Vizijos apdorojimo programinė įranga yra komponentas, kuris transformuoja žalius vaizdo duomenis į prasmingus inspekcijos rezultatus.
Gavusi vaizdą, programinė įranga jį analizuoja naudodama specializuotus algoritmus. Analizė dažnai vyksta tam tikra operacijų seka. Pirma, programinė įranga pagerina vaizdą ir pašalina nereikalingą triukšmą. Tada ji nustato svarbias savybes, tokias kaip kraštai, formos, modeliai, simboliai ar spalvų regionai. Tada ji atlieka matavimus, palyginimus ar klasifikacijos užduotis pagal iš anksto nustatytas inspekcijos taisykles.
Programinė įranga gali atlikti platų funkcijų spektrą, įskaitant matmenų matavimą, objektų pozicionavimą, brūkšninių kodų skaitymą, optinį simbolių atpažinimą (OCR), defektų aptikimą, modelių derinimą ir produktų identifikavimą.
Baigus analizę, programinė įranga sugeneruoja inspekcijos rezultatus. Šie rezultatai gali apimti praėjimo/nepraėjimo sprendimus, matmenų reikšmes, objekto koordinates, identifikavimo kodus, defektų vietas ar mašinos valdymo komandas.
Kai kurios programinės įrangos platformos yra sukurtos labai specializuotoms inspekcijos užduotims, o kitos suteikia lanksčius įrankius, kurie gali būti pritaikyti skirtingoms gamybos ir kokybės kontrolės programoms.
Valdymo įrenginys, įskaitant I/O, judėjimo kontrolę ir lygio konversiją
Valdymo įrenginys prijungia mašininio regėjimo sistemą prie išorinės įrangos ir leidžia inspekcijos rezultatus paversti fizinėmis veiksmomis.
Baigus vaizdo analizę, programinė įranga perduoda inspekcijos duomenis valdymo įrenginiui. Valdymo įrenginys tada bendrauja su tokiomis įrangos priemonėmis kaip PLC, robotai, konvejeriai, veiksniai, judėjimo kontrolės įrenginiai ir I/O moduliai.
Paprastose inspekcijos sistemose valdymo įrenginys gali siųsti tik elementarų praėjimo arba nepralaidimo signalą. Pavyzdžiui, kai aptinkamas defektinis produktas, išvesties signalas gali aktyvuoti atmestų daiktų mechanizmą, kuris pašalina prekę iš gamybos linijos.
Išsamesnės sistemos reikalauja papildomų valdymo galimybių. Robotų programose vizijos sistema gali apskaičiuoti tikslią objekto padėtį ir orientaciją bei perduoti šias koordinates robotų valdymo sistemai. Robotai gali tada koreguoti savo judėjimo kelią ir atlikti tikslias paėmimo, surinkimo ar tvarkymo operacijas.
Valdymo blokas taip pat gali atlikti signalų lygio konversiją, užtikrindamas, kad ryšių signalai iš vizijos sistemos būtų suderinami su prijungta įranga. Koordinuodamas duomenų mainus ir mašinos veiksmus, valdymo blokas geba vykdyti automatinius atsakymus, tokius kaip produkto atmetimas, robotinė navigacija, pozicijos korekcija, proceso sinchronizacija ir gamybos linijos kontrolė.
Mašinos vizijos savybės
Mašinos vizija suteikia keletą pranašumų palyginti su rankine patikra, ypač gamybos aplinkose, kur produktai turi būti tikrinami greitai, tiksliai ir nuosekliai. Rankinės patikros metu operatoriai turi nuolat stebėti dalis, palyginti jas su kokybės reikalavimais ir priimti sprendimus remdamiesi tuo, ką mato. Didėjant gamybos apimtims, palaikyti tą patį dėmesio ir nuoseklumo lygį tampa vis sunkiau.
Mašinos vizija sprendžia šias problemas naudodama skaitmeninį vaizdavimą, automatizuotą analizę ir iš anksto nustatytas patikros taisykles. Kai sistema yra sukonfigūruota, kiekvienas produktas pereina tą pačią patikros procesą ir yra vertinamas pagal tuos pačius standartus. Tai lemia didesnį tikslumą, geresnį nuoseklumą, greitesnį patikros greitį, objektyvesnius rezultatus ir mažesnes ilgalaikes veiklos išlaidas.
Tikslumas
Vienas svarbiausių mašinos vizijos pranašumų yra jos gebėjimas atlikti itin tiksliai matavimus ir patikras.
Daugelis pramoninių produktų turi ypatybių, kurios yra itin mažos ir sunkiai įvertinamos akimi. Pavyzdžiai apima smulkius elektroninius grandynus, mikrokomponentus, mažas skylutes, siauras plyšius, spausdintus žymėjimus, litavimo jungtis ir paviršiaus trūkumus. Net ir naudojant didinimo priemones, rankinė patikra dažnai priklauso nuo individualaus regėjimo vertinimo, kuris gali įtakoti matavimo svyravimus.
Mašinos vizijos sistemos analizuoja vaizdus pikselių lygmenyje. Po to, kai vaizdas yra užfiksuotas, programinė įranga identifikuoja konkrečius kraštus, kampus, raštus ar referencijos taškus ir apskaičiuoja matmenis pagal kalibruotus matavimus. Tai leidžia sistemai matuoti atstumus, diametrus, kampus, pozicijas ir paviršiaus ypatybes su dideliu tikslumu.
Taikymuose, tokiuose kaip elektronikos gamyba, puslaidininkių gamyba, medicinos prietaisų montavimas ir tikslus apdirbimas, mašinos vizija gali identifikuoti mažus defektus ir matmenų nukrypimus, kurie gali būti sunkiai atpažįstami tik rankine patikra. Šis tikslumo lygis padeda gerinti produkto kokybę ir sumažina defektų turinčių produktų patekimą į vėlesnes gamybos stadijas.
Pakartojamumas
Mašinos vizija suteikia labai nuoseklius patikros rezultatus, nes kiekvieną kartą laikosi tos pačios patikros procedūros.
Rankinės patikros metu skirtingi operatoriai gali kitaip įvertinti tą patį produktą. Net tas pats operatorius gali priimti skirtingus sprendimus skirtingu metu dėl koncentracijos, darbo krūvio ar stebėjimo sąlygų pokyčių. Šie svyravimai gali paveikti bendrai kokybės kontrolės nuoseklumą.
Mašinos vizija pašalina didžiąją šios variacijos dalį taikydama iš anksto nustatytas patikros taisykles ir matavimo parametrus kiekvienam produktui. Kiekvienas vaizdas apdorojamas naudojant tą pačią operacijų seką, o kiekvienas rezultatas palyginamas su tais pačiais priėmimo kriterijais.
Pavyzdžiui, jei produktui reikalingas skylės diametras tam tikrame tolerancijos intervale, sistema matuoja šią savybę naudodama tą patį metodą kiekvienam patikros ciklui. Vertinimo procesas išlieka nepakitęs, nesvarbu, ar tikrinamas pirmas produktas, ar dešimtkart antrasis.
Šis didelis pakartojamumo lygis padeda gamintojams išlaikyti vienodą produkto kokybę, stabilias gamybos normas ir nuoseklų patikros našumą dideliais gamybos kiekiais.
Greitis
Mašinos vizijos sistemos gali patikrinti produktus žymiai greičiau nei rankinės patikros metodai.
Gamybos aplinkoje produktai dažnai juda nuolat ant konvejerių, indeksavimo stalų ar automatizuotų montavimo sistemų. Patikra turi būti atlikta per labai trumpą laiką, nesustabdant gamybos srauto. Rankinė patikra gali tapti kliūtimi, kai gamybos greičiai didėja, ypač kai daug produktų turi būti patikrinti ribotu laiku.
Mašinos vizijos sistemos yra suprojektuotos taip, kad efektyviai tvarkytų šias sąlygas. Kai objektas pasiekia patikros poziciją, jutiklis įjungia kamerą, vaizdas yra užfiksuojamas, o apdorojimo programinė įranga nedelsdama pradeda analizę. Matavimai, defektų patikrinimai, raštų palyginimai ir sprendimų priėmimo procesai dažnai gali būti atlikti per milisekundes.
Kadangi vaizdo užfiksavimas ir analizė įvyksta taip greitai, mašinos vizija gali patikrinti greitai judančius produktus realiu laiku, išlaikydama patikros tikslumą. Tai leidžia gamintojams išlaikyti didelius gamybos greičius, nesumažinant kokybės kontrolės.

Objektyvumas
Mašininis matymas pateikia patikrinimo rezultatus, remdamasis matomais vaizdo duomenimis, o ne asmenine interpretacija.
Atliekant rankinį patikrinimą, skirtingi asmenys gali įvertinti tą patį defektą skirtingai. Tokie veiksniai kaip patirtis, vizualinė percepcija, darbo spaudimas, apšvietimo sąlygos ir nuovargis gali paveikti sprendimus. Dėl to ribiniai defektai kartais gali būti priimti vieno inspektoriaus ir atmesti kito.
Mašininis matymas laikosi programuotų patikros kriterijų. Sistema analizuoja vaizdo savybes, palygina matuojamas vertes su iš anksto nustatytais ribomis ir generuoja rezultatus pagal nustatytas taisykles. Kiekvienas sprendimas yra pagrįstas užfiksuotais vaizdo duomenimis, skaitiniais matavimais ir programuotais slenkstinėmis vertėmis.
Kadangi vertinimo procesas nepriklauso nuo asmeninio vertinimo, patikrinimo rezultatai lieka nuoseklūs skirtinguose pamainos, gamybos partijose ir veikimo sąlygose. Šis objektyvumas padeda pagerinti kokybės užtikrinimą, proceso kontrolę ir produkto sekamumą.
Kainų efektyvumas
Mašininis matymas gali reikšmingai sumažinti patikrinimo išlaidas ilguoju laikotarpiu, tuo pačiu pagerinant bendrą gamybos efektyvumą.
Rankiniuose patikrinimo procesuose gali prireikti kelių operatorių, kad nuolat patikrintų produktus visos gamybos pamainos metu. Papildomų darbuotojų taip pat gali prireikti, norint patikrinti abejotinus produktus arba atlikti pakartotinius matavimus. Didėjant gamybos apimčiai, darbo sąnaudos ir patikros krūviai paprastai taip pat didėja.
Automatizuota mašininio matymo sistema gali atlikti šias užduotis nuolat su minimaliu sutrikdymu. Kartą įdiegus ir sukonfigūravus, sistema gali patikrinti didelį produktų skaičių, išlaikydama tuos pačius patikros standartus. Tai sumažina pakartotinio rankinio patikrinimo poreikį ir leidžia personalui koncentruotis į užduotis, kurioms reikia techninių įgūdžių arba proceso tobulinimo.
Nors pradinė investicijų kaina kameroms, apšvietimui, programinei įrangai ir apdorojimo įrangai gali būti palyginti didelė, ilgalaikės naudos dažnai atsveria pirmines išlaidas. Šios naudos apima didesnį našumą, mažesnes darbo sąnaudas, sumažintus patikros klaidų skaičių, mažiau defektyvių produktų, mažesnes medžiagų atliekas ir pagerintą gamybos efektyvumą.
Dėl to mašininis matymas dažnai vertinamas ne tik kaip kokybės kontrolės įrankis, bet ir kaip technologija, kuri palaiko sąnaudų mažinimą, proceso optimizavimą ir ilgalaikį veiklos efektyvumą.
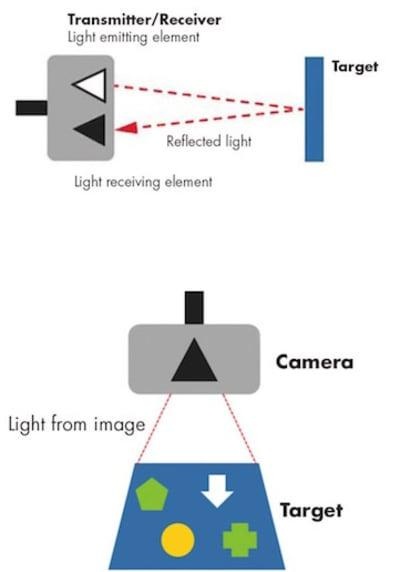
Vizualių jutiklių veikimo principas
Kaip vizualūs jutikliai renka ir analizuoja informaciją
Vizualus jutiklis yra prietaisas, kuris užfiksuoja objekto vaizdus ir paverčia tuos vaizdus į naudingus patikrinimo duomenis. Jis tarnauja kaip pirmas mašininio matymo proceso etapas, nes visi matavimai ir patikrinimo rezultatai priklauso nuo užfiksuoto vaizdo kokybės.
Pramoninėse taikymuose vizualūs jutikliai naudojami gauti informaciją apie objekto dydį, padėtį, formą, orientaciją, plotą, krašto padėtį ir sunkio centrą. Ši informacija padeda nustatyti, ar produktas atitinka kokybės reikalavimus, ar jis teisingai išdėstytas tolesniam apdorojimui, ar jis turėtų būti priimtas ar atmestas.
Procesas prasideda, kai objektas patenka į jutiklio matymo lauką. Šviesa iš specialaus apšvietimo šaltinio arba iš aplinkos atkartoja objekto paviršių ir keliauja per jutiklio optinę sistemą. Optiniai komponentai fokusuoją šią atspindinčią šviesą ant vaizdo jutiklio, sukurdami skaitmeninę objekto reprezentaciją.
Vaizdo formavimas ir pikselių pagrindu atliekama detekcija
Vizualaus jutiklio širdyje yra vaizdo jutiklis, sudarytas iš tūkstančių ar milijonų atskirų pikselių. Kiekvienas pikselis renka šviesą iš labai mažos objekto srities ir užsirašo informaciją apie šviesos intensyvumą ir, kai kuriais atvejais, spalvą.
Kai vaizdas užfiksuojamas, kiekvienas pikselis saugo skaitinę vertę, atitinkančią gautą šviesos kiekį. Šviesios sritys sukuria aukštesnes pikselių vertes, o tamsesnės sritys – žemesnes vertes. Kartu šios pikselių vertės sudaro visišką skaitmeninį objekto vaizdą.
Detalių kiekis, matomas vaizde, labai priklauso nuo jutiklio raiškos, kuri nustatoma pagal turimų pikselių skaičių. Aukštesnės raiškos jutiklis padalina vaizdą į daugiau mėginių taškų, leidžiančių tiksliau užfiksuoti ir išmatuoti mažesnes savybes.
Pavyzdžiui, patikrinant spaustą grandinę, žemos raiškos vaizdas gali parodyti tik bendrą komponentų kontūrą. Aukštos raiškos vaizdas gali atskleisti daug smulkesnes detales, tokias kaip siauri laidai, mažos litavimo jungtys, mažyčiai lygiavimo žymekliai arba smulkūs paviršiaus defektai. Ši papildoma informacija pagerina matavimo tikslumą ir defektų detekcijos gebėjimus.
Vaizdo apdorojimas ir savybių išgavimas
Kai vaizdas yra užfiksuotas, vizualus jutiklis pradeda apdoroti vaizdo duomenis. Pirmasis žingsnis dažnai apima vaizdo kokybės gerinimą, sumažinant triukšmą, didinant kontrastą ir atskiriant objektą nuo fono. Šios operacijos padeda užtikrinti, kad svarbios savybės būtų identifikuojamos aiškiau.
Tada jutiklis analizuoja specifines vaizdo charakteristikas. Jis gali rasti kraštus, identifikuoti geometrines formas, skaičiuoti matmenis, nustatyti objekto orientaciją, matuoti atstumus arba rasti tikslo centrą. Šiame etape sistema konvertuoja žaliųjų pikselių informaciją į prasmingus matavimo duomenis.
Išgauta informacija lyginama su saugomais referenciniais vaizdais, iš anksto nustatytais standartais, tolerancijos ribomis arba patikros kriterijais. Lyginimo procesas nustato, ar objektas atitinka laukiamus reikalavimus.
Pavyzdžiui, sistema gali patikrinti, ar etiketė yra tinkamai išdėstyta, ar komponentas yra tinkamai sureguliuotas, ar skylės skersmuo atitinka toleranciją, ar paviršius turi matomų defektų. Įvertinimo procesas laikosi tų pačių programuotų taisyklių kiekvieno patikros ciklo metu, užtikrindamas nuoseklius rezultatus.
Išvesties rezultatai ir sprendimų priėmimas
Baigus analizę, vizualus jutiklis generuoja patikros rezultatus, kurie gali būti naudojami operatorių, mašinų ar valdymo sistemų.
Priklausomai nuo taikymo, išvestis gali apimti objekto aptikimo rezultatus, pozicijos koordinates, matmenų matavimus, orientacijos informaciją, defektų vietas, identifikavimo duomenis arba praeiti/nepavyko sprendimus. Šie rezultatai gali būti rodomi stebėjimo sistemoje, saugomi kokybės įrašams arba tiesiogiai perduodami gamybos įrangai.
Automatinėse gamybos sistemose išvestis dažnai naudojama iš karto. Pavyzdžiui, robotas gali gauti pozicijos koordinates pasirinkimo ir padėjimo operacijai, konvejerių sistema gali atmesti defektinį produktą arba gamybos mašina gali koreguoti savo veikimo parametrus remiantis matavimo rezultatais.
Vizualaus jutiklio pagrindiniai komponentai
Vizualus jutiklis integruoja kelias technologijas į kompaktišką sistemą, galinčią užfiksuoti, apdoroti ir perduoti vaizdo duomenis. Norint šias funkcijas atlikti tiksliai ir patikimai, keletas komponentų dirba kartu viso patikros proceso metu.
Optiniai komponentai
Optiniai komponentai nukreipia ir sufokusuoja šviesą iš objekto į vaizdo jutiklį. Šie komponentai gali apimti objektyvus, filtrus, veidrodžius ir apsauginius optinius elementus. Jų tikslas yra sukurti aštrų ir stabilų vaizdą, kuris išlaiko svarbias vizualines detales.
Lazeriniai įrenginiai
Daugelis vizualiųjų jutiklių naudoja lazerinius siųstuvus, kad generuotų tikslias šviesos formas arba referencines linijas. Šios lazerinės projekcijos palengvina atstumų matavimą, objektų profilio aptikimą ir trijų dimensijų paviršiaus informacijos kūrimą.
Skaidymo varikliai ir skaidymo mechanizmai
Taikymuose, kuriems reikalingas ploto skenavimas arba profilio matavimas, skaidymo varikliai ir skaidymo mechanizmai juda optiniais komponentais arba nukreipia skenavimo kelią per tikslą. Šis kontroliuojamas judėjimas leidžia jutikliui surinkti vaizdo duomenis iš skirtingų pozicijų ir sukurti bendrą objekto atvaizdą.
Kampiniai jutikliai
Kampiniai jutikliai stebi sukimąsi ir judėjimą skenavimo sistemoje. Jie padeda išlaikyti matavimo tikslumą užtikrindami, kad skenavimo komponentai veiktų teisingu kampu ir pozicija viso patikros proceso metu.
Linijiniai CCD jutikliai
Daugelis vizualių aptikimo sistemų naudoja linijinius CCD (įkrautų junginių įtaisus) jutiklius, kad užfiksuotų vaizdo informaciją po vieną liniją. Kai bet kuris iš objektų arba skenavimo sistema juda, iš eilės renkami vaizdų linijos ir sujungti kuriant visą vaizdą. Šis požiūris dažnai naudojamas didelės spartos patikros ir paviršiaus skenavimo taikymuose.
Jutiklių valdikliai ir elektroninės valdymo grandinės
Jutiklių valdikliai ir valdymo elektronika reguliuoja vaizdo jutiklių, lazerių, skenavimo įrenginių ir komunikacijos sąsajų veikimą. Jie valdo signalų laiką, koordinuoja duomenų įsigijimą ir užtikrina stabilų sistemos veikimą nuolatinio darbo metu.
Vizualių jutiklių svarba mašininėje matavime
Vizualūs jutikliai yra svarbi mašininės vizijos sistemų dalis, nes jie teikia reikiamus vaizdo duomenis visoms vėlesnėms analizės ir sprendimų priėmimo procesams. Be tikslaus vaizdo įsigijimo, patikimų matavimų ir patikrų atlikti neįmanoma.
Sujungiant optinę technologiją, elektroninius grandynus, vaizdo jutiklius, skenavimo mechanizmus ir apdorojimo funkcijas, vizualiniai jutikliai gali greitai ir nuosekliai fiksuoti išsamią informaciją apie objektus. Ši galimybė daro juos būtinais tokioms programoms kaip kokybės tikrinimas, robotų vadovavimas, dimensijų matavimas, objektų identifikavimas, automatizuota surinkimas ir pramonės proceso valdymas.
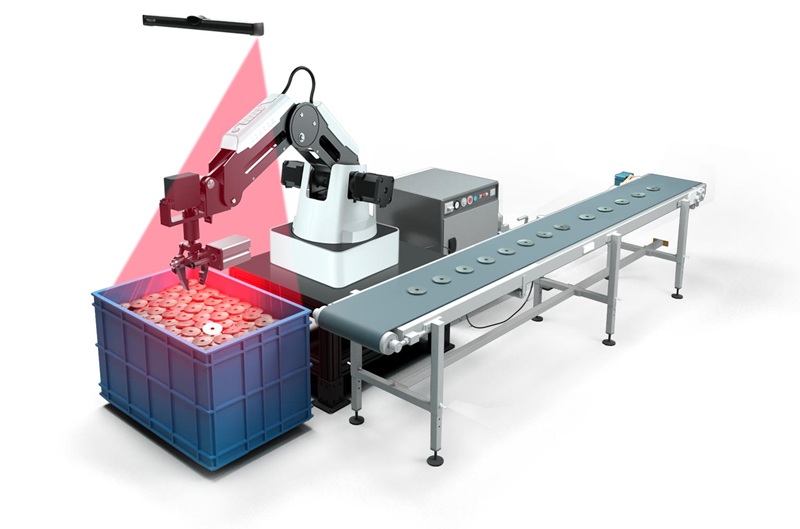
Vizualinių jutiklių įgyvendinimas
Vizualiniai jutikliai yra bekontaktiniai tikrinimo įrenginiai, kurie sujungia vaizdo aparatūrą, optinius komponentus, elektroninius grandynus ir vaizdo apdorojimo technologiją į vieningą sistemą. Skirtingai nuo kontaktinių matavimo įrankių, vizualiniai jutikliai neturi liesti tikrinamo objekto. Informacija renkama fiksuojant ir analizuojant šviesą, atspindinčią objekto paviršių.
Šis bekontaktinis požiūris ypač vertingas automatizuotose gamybos aplinkose. Produktai gali toliau judėti ant konvejerio, suktis ant įrenginio arba būti valdomi roboto, kol vyksta matavimai ir tikrinimai. Kadangi fizinis kontaktas nereikalingas, nėra rizikos subraižyti trapias paviršius, deformuoti minkštus medžiagas ar nutraukti gamybos procesą.
Robotų taikymuose vizualiniai jutikliai suteikia reikiamą informaciją objektų vietai nustatyti, pozicijoms patvirtinti, matmenims išmatuoti, savybėms identifikuoti ir automatizuotoms judėjimo kryptims. Norint atlikti šias užduotis, robotų regėjimo sistemos paprastai remiasi trimis pagrindiniais matavimo požiūriais: ryškumo vaizdo apdorojimu, binariniu vaizdo apdorojimu ir atstumo pagrindu vykdomu matavimu.
Ryškumo vaizdo apdorojimas: šviesos intensyvumo naudojimas objektų savybėms išgauti
Ryškumo vaizdo apdorojimas yra viena iš plačiausiai naudojamų metodų mašininio regėjimo sistemose. Procesas prasideda, kai kamera fiksuoja tikslinio objekto vaizdą kontroliuojamomis apšvietimo sąlygomis.
Kiekviena vaizdo sritis turi ryškumo vertę, kuri atitinka atspindėtos šviesos kiekį, pasiekusį vaizdo jutiklį. Lygūs paviršiai, spausdinti ženklai, kraštai, skylės, įbrėžimai ir kitos savybės dažnai atspindi šviesą skirtingai, sukurdami ryškumo variacijas visame vaizde.
Po vaizdo įsigijimo kamera konvertuoja optinį vaizdą į skaitmeninę pikselių duomenų formą. Kiekvienas pikselis saugo skaitinę ryškumo vertę, leidžiančią sistemai analizuoti vaizdą matematiškai. Vaizdo apdorojimo programinė įranga tada nagrinėja šias vertes, kad identifikuotų svarbias vizualines savybes.
Analizės metu sistema gali nustatyti kraštus, kampus, tiesias linijas, kreives, raštus, spausdintas charakteristikas, paviršiaus defektus ir objektų ribas. Pavyzdžiui, tikrinant mekaninį komponentą, ryškumo pokyčiai gali atskleisti skylės kontūrus, apdirbto paviršiaus kraštą arba įrengto ženklo vietą.
Kadangi pilkos spalvos vaizdas gali turėti daug duomenų, kiekvieno ryškumo lygio apdorojimas gali reikėti žymių skaičiavimo išteklių. Didelio greičio pramoniniuose taikymuose dažnai naudojamos papildomos apdorojimo technikos, siekiant sumažinti skaičiavimo apkrovą ir pagerinti tikrinimo greitį.
Binarinis vaizdo apdorojimas: supaprastinant vaizdus greitesnei analizei
Binarinis vaizdo apdorojimas dažnai naudojamas, kai tikslas yra greitai ir efektyviai atskirti objektą nuo jo fono.
Procesas prasideda konvertuojant pilkos spalvos vaizdą į binarinį vaizdą, kuriame kiekvienas pikselis priskiriamas vienai iš dviejų galimų vertybių. Pikseliai klasifikuojami kaip juodi arba balti, remiantis pasirinktu ryškumo slenksčiu. Sritims, kurios yra ryškesnės už slenkstį, priskiriama viena vertė, o tamsesnėms sritims - kita.
Ši konvertacija drastiškai supaprastina vaizdą. Vietoj šimtų ryškumo lygių analizavimo sistema turi tik atskirti dvi sritis. Dėl to skaičiavimai tampa greitesni, o objektų savybes lengviau identifikuoti.
Kai objektas atskiriamas nuo fono, sistema gali atlikti papildomus matavimus. Ji gali apskaičiuoti objekto plotą, plotį, aukštį, perimetrą, orientaciją, centro poziciją ar geometrinę formą. Taip pat galima skaičiuoti objektus, patvirtinti buvimą ar nebuvimą, ir aptikti trūkstamus komponentus.
Pavyzdžiui, surinkimo linijoje binarinis vaizdo apdorojimas gali greitai nustatyti, ar dalis yra tinkamoje vietoje prieš pradedant kitą gamybos etapą. Dėl savo greičio ir paprastumo šis metodas plačiai naudojamas didelio tūrio tikrinimo ir automatizuoto rūšiavimo taikymuose.
Atstumo pagrindu vykdomas matavimas: pozicijų ir formų matavimas trimis matmenimis
Kai kurie taikymai reikalauja daugiau nei dvimačio vaizdo. Tokiais atvejais sistema turi nustatyti, kaip toli objektas yra nuo jutiklio, ir išmatuoti jo trimatę formą. Atstumo pagrindu vykdomi matavimo metodai yra sukurti šiam tikslui.
Procesas apima informacijos apie fizinį atstumą tarp jutiklio ir skirtingų objektų paviršiaus taškų surinkimą. Naudodama šią informaciją, sistema gali apskaičiuoti aukštį, gylį, kontūrą, orientaciją ir erdvinę padėtį.
Vienas įprastas metodas yra trianguliacijos matavimas. Šioje metodikoje lazerio spindulys arba struktūrizuota šviesos forma projektuoja į objekto paviršių. Atspindėta šviesa stebima iš kito kampo kameros ar jutiklio. Analizuodama geometrinę sąsają tarp šviesos šaltinio, objekto ir kameros, sistema apskaičiuoja atstumą iki konkrečių paviršiaus taškų.
Kitas plačiai naudojamas metodas yra stereo matymas. Ši technika naudoja dvi kameras, išdėstytas skirtingose vietose, panašiai kaip gylį galima įvertinti iš dviejų skirtingų žiūrėjimo kampų. Abi kameros tuo pačiu metu fiksuoja to paties objekto vaizdus. Sistema palygina atitinkamus vaizdo bruožus ir apskaičiuoja gylio informaciją iš skirtumų tarp dviejų vaizdų.
Atstumo pagrindu pagrįsti matavimai leidžia vizualiniams jutikliams generuoti trimatę informaciją, leidžiančią apžiūrėti sudėtingas formas, matuoti objekto profilius, įvertinti tūrį ir nustatyti tikslias objekto vietas.
Šios galimybės ypač svarbios tokiose taikymuose kaip robotų pasirinkimas, automatizuota surinkimas, aiškus pasiruošimas, dėžių pasirinkimas, matmenų patikrinimas ir 3D kokybės kontrolė.
Objektų aptikimo ir robotų valdymo palaikymas
Trijų matavimo metodų dažnai naudojama kartu vienoje vizualinėje sistemoje. Šviesos vaizdas gali būti naudojamas paviršiaus bruožams identifikuoti, binarinė apdorojimo procedūra gali išskirti objektą iš fono, o atstumo matavimas gali pateikti trimatę padėties informaciją.
Kombinuodami šias technikas, vizualiniai jutikliai gali atlikti platų pramoninių užduočių spektrą. Jie gali aptikti objektus, matuoti matmenis, atpažinti formas, sekti judėjimą, tikrinti surinkimo kokybę, nustatyti objekto orientaciją ir teikti pozicionavimo informaciją robotų sistemoms.
Dėl to vizualiniai jutikliai tapo esminiais komponentais šiuolaikinėje automatizacijoje. Jų gebėjimas rinkti tikslią vizualinę informaciją be fizinio kontakto leidžia greičiau atlikti patikras, patikimesnius matavimus, geresnę procesų kontrolę ir tikslią robotų valdymą įvairiose gamybos ir pramonės taikymuose.
Fotoelektrinių jutiklių ir vizualinių jutiklių palyginimas
Supratimas apie dviejų technologijų skirtumus
Fotoelektriniai jutikliai ir vizualiniai jutikliai abu naudojami objektų aptikimui ir stebėjimui automatizuotose sistemose, tačiau jie labai skiriasi pagal informaciją, kurią gali surinkti ir apdoroti.
Fotoelektrinis jutiklis pirmiausia skirtas nustatyti, ar objektas yra ar nėra tam tikroje vietoje. Jo veikimas yra palyginti paprastas. Šviesos spindulys išmeta į taikymo sritį, o jutiklis stebi, ar tas spindulys yra atspindimas, nutraukiamas ar priimamas. Remiantis šiuo signalu, sistema nustato, ar objektas pateko į aptikimo zoną.
Šis metodas yra efektyvus pagrindinėms jutiklių užduotims, pvz., skaičiuojant produktus ant konvejerio, aptinkant pakuotės atvykimą, patvirtinant komponento buvimą ar aktyvinant kitą gamybos proceso žingsnį. Tačiau teikiama informacija paprastai yra apribota paprasto aptikimo rezultatu.
Vizualiniai jutikliai veikia daug aukštesniame patikros lygyje. Vietoj to, kad remtųsi vienu šviesos signalu, jie fiksuoja visą objekto vaizdą ir vienu metu analizuoja daugelį vizualiųjų bruožų. Tai leidžia sistemai rinkti detalią informaciją apie objektą, o ne tiesiog patvirtinti jo buvimą.
Patikros galimybės
Didžiausias skirtumas tarp fotoelektrinių jutiklių ir vizualinių jutiklių yra informacijos kiekis, kuris gali būti išgautas patikros metu.
Fotoelektrinis jutiklis paprastai gali atsakyti į pagrindinį klausimą, pavyzdžiui, ar objektas yra buvimo, nebuvimo, ar pozicijoje aptikimo srityje. Nors to užtenka daugeliui paprastų automatizavimo užduočių, joje nesuteikiama informacija apie objekto būklę ar savybes.
Vizualinis jutiklis gali atlikti daug išsamesnes patikras. Užfiksavus vaizdą, sistema gali analizuoti formą, dydį, padėtį, orientaciją, spalvą, paviršiaus būklę, ženklus, raštus, matmenis ir surinkimo bruožus per tą pačią patikros ciklą.
Pavyzdžiui, apsvarstykite produktą, judantį palei konvejerį. Fotoelektrinis jutiklis gali tik patvirtinti, kad produktas atvyko į patikros stotį. Vizualinis jutiklis gali nustatyti, ar produktas yra teisingas modelis, patvirtinti jo matmenis, patikrinti etikečių vietą, patvirtinti tinkamą surinkimą, nustatyti paviršiaus defektus ir išmatuoti jo padėtį robotų rankoms.
Kadangi iš vieno vaizdo galima atlikti kelis patikrinimus, vizualiniai jutikliai suteikia žymiai didesnes inspekcijos galimybes viename sistemoje.
Aparatūros reikalavimų sumažinimas
Tradicinėse automatizavimo sistemose dažnai buvo reikalingi keli fotoelektriniai jutikliai, kad būtų galima atlikti seriją patikrinimo užduočių.
Pavyzdžiui, vienas jutiklis gali nustatyti produkto buvimą, kitas gali patvirtinti aukštį, trečias gali patvirtinti orientaciją, o papildomi jutikliai gali būti įrengti, kad patikrintų padėtį arba skaičiuotų produktus. Augant inspektavimo reikalavimams, dažnai didėjo ir jutiklių, montavimo laikiklių, kabelių ir reguliavimo taškų skaičius.
Vizualiniai jutikliai dažnai gali pakeisti daugelį šių atskirų įrenginių. Vienas kameros vaizdas apima didelį kiekį informacijos, kurią galima analizuoti tuo pačiu metu. Vietoj to, kad būtų įrengti keli atskiri jutikliai, vienas vizualinis jutiklis gali atlikti kelias inspekcijos funkcijas vienoje integruotoje sistemoje.
Šis aparatūros sumažinimas gali supaprastinti sistemos dizainą, sumažinti kabelių sudėtingumą, minimalizuoti montavimo vietą ir sumažinti priežiūros reikalavimus.
Prisitaikymas prie padėties ir orientacijos pokyčių
Vienas svarbiausių vizualinių jutiklių privalumų yra jų gebėjimas valdyti objekto padėties ir orientacijos svyravimus.
Daugelyje fotoelektrinių jutiklių taikymų objektai privalo praeiti per tam tikrą vietą su nuosekliu išlygiavimu. Jei objekto padėtis pasikeičia už jutiklio aptikimo ribų, gali atsirasti klaidingi rodmenys. Norint išvengti šios problemos, gamintojai dažnai naudoja vedančias bėgius, laikiklius, padėties mechanizmus ar papildomus jutiklius, kad išlaikytų nuoseklų objekto nusistatymą.
Vizualiniai jutikliai suteikia didesnį lankstumą, nes jie tikrina visą vaizdą, o ne pasikliauja vienu aptikimo tašku. Kai objektas šiek tiek juda kameros matymo lauke, vaizdo apdorojimo algoritmai dažnai gali nustatyti objektą ir tęsti inspekcijos procesą.
Pavyzdžiui, jei pakuotė atvyksta šiek tiek nusistovėjusi nuo numatytos padėties, vizualinis jutiklis gali identifikuoti pakuotę vaizde, nustatyti jos tikrąją vietą ir atlikti reikiamus matavimus naudodamas tą atnaujintą padėtį. Ši galimybė sumažina priklausomybę nuo labai tiksliai mechaninių padėties nustatymo sistemų.
Dėl šios priežasties vizualiniai jutikliai yra ypač vertingi taikymuose, kur produktai gali atvykti su mažais padėties, sukimosi ar orientacijos svyravimais.
Programinės įrangos lankstumas ir produkto keitimasis
Kitas didelis vizualinių jutiklių privalumas yra jų programinės įrangos pagrindu grindžiamas lankstumas.
Daugelyje fotoelektrinių sistemų, keičiantis gamybos reikalavimams, gali prireikti fizinių modifikacijų. Gali tekti įrengti naujus jutiklius, reguliuoti montavimo pozicijas arba perkalibruoti aptikimo nustatymus. Šie pokyčiai gali padidinti parengimo laiką ir sistemos sudėtingumą.
Vizualiniai jutikliai dažnai gali būti pritaikyti per programinę įrangą. Inspekcijos parametrai, matavimo ribos, referencijos modeliai ir priėmimo kriterijai gali būti atnaujinami be reikšmingų aparatūros pokyčių.
Pavyzdžiui, gamybos linija gali gaminti kelis produkto modelius, kurie skiriasi dydžiu, forma, etikete ar komponentų išdėstymu. Vietoj jutiklių keitimo ar inspekcijos stoties pertvarkymo, operatoriai gali pasirinkti kitą inspekcijos programą arba įkelti naują produkto receptą. Tada vizualinis jutiklis taiko tinkamas inspekcijos taisykles tam produktui.
Šis lankstumas daro vizualinius jutiklius puikiai tinkamus didelės įvairovės gamybai, dažniems produktų keitimams, pritaikytai gamybai ir šiuolaikinėms automatizuotoms gamybos sistemoms.
Pagrindinių privalumų santrauka
Nors fotoelektriniai jutikliai išlieka labai veiksmingi paprastoms aptikimo užduotims, vizualiniai jutikliai suteikia daug platesnį inspekcijos galimybių spektrą.
Užfiksuodami ir analizuodami vaizdus, vizualiniai jutikliai gali įvertinti kelis produkto ypatumus tuo pačiu metu, sumažindami poreikį kiekybiškai daug individualių jutiklių. Jie gali prisitaikyti prie objekto padėties svyravimų, palaikyti greitus produktų keitimus per programinės įrangos nustatymus ir atlikti detalias inspekcijas, kurios gerokai viršija paprastą buvimo aptikimą.
Dėl šių priežasčių vizualiniai jutikliai tapo vis svarbesne technologija robotikoje, automatizuotoje inspekcijoje, kokybės kontrolėje, pakavimo sistemose, surinkimo operacijose ir pažangiose gamybos aplinkose, kur lankstumas, tikslumas ir informaciniais turtingos inspekcijos yra būtini.
Mašininio matymo ir vizualinių jutiklių taikymas
Mašininis matymas ir vizualiniai jutikliai naudojami taikymuose, kur reikia aptikti, identifikuoti, matuoti, tikrinti, klasifikuoti, pozicionuoti arba stebėti objektus. Fiksuodami vaizdus ir automatiškai juos analizuodami, šios sistemos gali atlikti tikrinimo ir matavimo užduotis greičiu ir nuoseklumu, kurio sunku pasiekti naudojant rankinius metodus.
Tipiškas procesas prasideda nuo vaizdo įsigijimo. Kameros fiksuoja tikslinio objekto vaizdus, o vaizdo apdorojimo programinė įranga išskiria svarbią vizualinę informaciją. Sistema tada palygina surinktus duomenis su iš anksto nustatytais standartais, nuorodų vaizdais ar matavimo kriterijais. Remiantis rezultatais, ji gali generuoti tikrinimo sprendimus, pateikti matavimo duomenis, suaktyvinti aliarmus, nukreipti robotus ar valdyti gamybos įrangą.
Kadangi mašininis matymas veikia be fizinio kontakto, jis gerai tinka taikymams, susijusiems su trapiais produktais, didelio greičio gamybos linijomis, pavojingomis aplinkomis ir tiksliais matavimo uždaviniais. Jo greičio, tikslumo, pakartotinumų ir automatizavimo gebėjimų derinys lėmė plačią naudojimą daugelyje pramonės šakų.
Žemės ūkis
Žemės ūkis yra viena iš augančių taikymo sričių mašininio matymo srityje. Modernios žemės ūkio operacijos vis dažniau remiasi vizualiniais jutiklių sistemomis, kad pagerintų produkto kokybę, sumažintų darbo sąnaudas ir palaikytų duomenimis grindžiamą sprendimų priėmimą.
Mašininis matymas dažniausiai naudojamas:
• Vaisių kokybės tikrinimui
• Vaisių brandos vertinimui
• Derliaus augimo stebėjimui
• Piktžolių aptikimui
Vaisių rūšiavimo operacijose, produktai juda per konvejerį, kol kelios kameros fiksuoja vaizdus iš skirtingų kampų. Šis daugelio vaizdų tikrinimo būdas leidžia sistemai išnagrinėti didesnę vaisių paviršiaus dalį per vieną tikrinimo ciklą.
Pavyzdžiui, obuolių rūšiavimo sistemoje kamerose fiksuojami vaizdai, kai obuoliai sukasi arba juda per tikrinimo stotį. Programinė įranga analizuoja paviršiaus spalvą, formą, dydį, sumušimus, trūkumus, įtrūkimus ir kitus matomus defektus. Remiantis iš anksto nustatytais rūšiavimo standartais, kiekvienam obuoliui automatiškai priskiriama tinkama kokybės kategorija.
Mašininis matymas taip pat gali palaikyti derliaus valdymą. Kamerų, sumontuotų ant traktorių, dronų ar laukų stebėjimo sistemų, fiksuojamos nuotraukos gali būti naudojamos derliaus augimui įvertinti, nesveikų augalų identifikavimui, brandos lygiams įvertinti ir piktžolių lokalizavimui dirbamose teritorijose.
Nepaisant šių privalumų, žemės ūkio taikymuose kyla unikalių iššūkių. Lauko aplinkos dažnai apima besikeičiančias saulės šviesos sąlygas, šešėlius, oro pokyčius, sudėtingas fono formas, dulkes ir natūralius augalų skirtumus. Šie veiksniai gali paveikti vaizdo kokybę ir tikrinimo tikslumą. Dėl to nuolatiniai tyrimai toliau gerina mašininio matymo sistemų patikimumą ir tvirtumą realiose lauko sąlygose.
Pramoninė gamyba
Pramoninė gamyba yra viena iš labiausiai išvystytų ir plačiai priimtų mašininio matymo sričių.
Gamybos aplinkose produktai juda per kelis gamybos etapus ir turi būti tikrinami pakartotinai, kad būtų užtikrinta kokybė ir nuoseklumas. Rankinis tikrinimas gali būti sudėtingas, kai produktai yra maži, gamybos greičiai yra dideli arba tikrinimo kriterijai yra sudėtingi. Mašininis matymas sprendžia šiuos iššūkius automatiškai ir nuosekliai atliekant patikrinimus viso gamybos proceso metu.
Mašininis matymas plačiai naudojamas:
• Produktų identifikavimui
• Etikečių tikrinimui
• PCB defektų aptikimui
• Pakuočių tikrinimui
• Automobilių komponentų tikrinimui
• Puslaidininkių tikrinimui
• Maisto gamybos stebėjimui
Produktų identifikavimui sistema gali perskaityti brūkšninius kodus, QR kodus, serijos numerius ir spausdintus simbolius, kad patvirtintų produkto informaciją. Etikečių tikrinimo metu kameros tikrina, ar etiketės yra, ar tinkamai atsiduria ir teisingai spausdinamos.
Spausdintinių grandynų plokščių (PCB) gamyboje mašininis matymas tikrina litavimo jungtis, komponentų išdėstymą, laidininkų trajektorijas ir surinkimo tikslumą. Maži defektai, kurie gali būti sunkiai atpažįstami rankiniu tikrinimu, dažnai gali būti greitai aptikti per automatizuotą vaizdo analizę.
Pakuočių taikymuose naudojamas mašininis matymas, siekiant patvirtinti pakuotės vientisumą, patvirtinti produktų skaičių, patikrinti sandarumo lygį, patikrinti užpildymo lygius ir užtikrinti, kad pakuotės informacija būtų teisinga. Automobilių ir puslaidininkių gamyboje mašininis matymas atlieka itin tikslius matmenų matavimus ir defektų tikrinimus, kad būtų laikomasi griežtų kokybės standartų.
Maisto gamybos aplinkose vizualiniai jutikliai stebi produktų išvaizdą, spalvų nuoseklumą, dydį, formą ir pakuočių kokybę, tuo pat metu palaikydami didelio greičio gamybos operacijas.
Šios galimybės padeda gerinti kokybės kontrolę, gamybos efektyvumą, atsekamumą, procesų nuoseklumą ir gamybos lanksčiai.
Mineralų perdirbimas
Mašininė vizija taip pat naudojama mineralų perdirbime ir flotacijos stebėjime, kur vizualinė informacija gali suteikti vertingų įžvalgų apie proceso veikimą.
Flotacijos sistemose burbulai formuojasi mineralų atskyrimo talpyklių paviršiuje. Šių burbulų dydis, forma, spalva, tankis ir judėjimas dažnai atspindi atskyrimo proceso efektyvumą.
Kameros nuolat fiksuoja flotacijos paviršiaus vaizdus, o vaizdo apdorojimo programinė įranga analizuoja burbulų charakteristikas. Surinkti duomenys padeda operatoriams įvertinti proceso sąlygas ir nustatyti, ar reikia koreguoti.
Stebėdama burbulų struktūrą, spalvų pasiskirstymą, paviršiaus tekstūrą ir judėjimo modelius, mašininės vizijos sistemos gali palaikyti geresnį proceso valdymą, pagerinti mineralų atgavimo rodiklius ir padidinti veiklos efektyvumą.
Transportas ir saugumas
Mašininė vizija atlieka svarbų vaidmenį šiuolaikiniuose transporto ir saugumo sistemose.
Išmaniosiose transporto sistemose (ITS) kameromis nuolat stebimos keliai, sankryžos, rinkliavų stotys ir eismo juostos. Fiksuojami vaizdai analizuojami, siekiant nustatyti transporto priemones, suskaičiuoti eismo srautą, aptikti eismo juostų pažeidimus, atpažinti numerius ir stebėti kelių sąlygas.
Vizualinės jutiklių technologijos taip pat plačiai naudojamos saugumo ir stebėjimo sistemose. Kameros stebi saugomas zonas ir teikia vaizdo duomenis tokioms veikloms kaip prieigos kontrolė, perimetro stebėjimas, objektų sekimas ir įvykių aptikimas.
Automatizuotai apdorodama didelius vizualinės informacijos kiekius, mašininė vizija padeda pagerinti veiklos efektyvumą ir palaiko greitesnius atsakymus į besikeičiančias sąlygas.
Medicininė vaizdų gavimas
Medicininis vaizdų gavimas yra dar viena svarbi mašininės vizijos technologijos taikymo sritis.
Šiuolaikinės sveikatos priežiūros sistemos generuoja didelius medicininių vaizdų kiekius, kuriems reikalingas atidus analizavimas. Mašininė vizija padeda medicinos specialistams tobulinant vaizdus, identifikuojant svarbias struktūras ir palaikant diagnostines vertinimus.
Mašininės vizijos technikos dažnai taikomos:
• Rentgeno vaizdams
• Magnetinio rezonanso vaizdams (MRI)
• Kompiuterinės tomografijos (CT) vaizdams
Analizės procesas dažnai apima anatominės struktūros aptikimą, matmenų matavimą, anomalijų išryškinimą ir vaizdo ypatybių palyginimą su žinomais medicininiais modeliais. Šie įrankiai padeda pagerinti vaizdo interpretacijos efektyvumą ir palaiko tikslesnius klinikinius vertinimus.
Kadangi medicininio vaizdavimo technologijos toliau tobulėja, mašininė vizija tampa vis svarbesnė diagnostikos palaikymui, gydymo planavimui ir sveikatos priežiūros tyrimams.
Moksliniai tyrimai
Moksliniai tyrimai dažnai reikalauja stebėti ir analizuoti objektus, kurie yra per maži, per daug gausūs arba per sudėtingi, kad juos būtų galima efektyviai įvertinti rankiniu būdu. Mašininė vizija suteikia tyrėjams automatizuotus įrankius vaizdų įsigijimui, matavimui ir klasifikavimui.
Taikymo sritys apima:
• Medžiagų analizė
• Biologinė analizė
• Cheminė analizė
• Gyvenimo mokslų tyrimai
• Kraujo ląstelių skaičiavimas ir klasifikavimas
• Chromosomų analizė
• Vėžio ląstelių identifikavimas
Biologinėse laboratorijose mašininės vizijos sistemos gali fiksuoti mikroskopinius vaizdus ir automatiškai identifikuoti konkrečius ląstelių tipus. Atliekant kraujo analizę, sistema gali skaičiuoti ląsteles, matuoti ląstelių charakteristikas ir klasifikuoti skirtingas ląstelių kategorijas. Genetikos ir medicinos tyrimuose vaizdo apdorojimo technikos padeda atlikti chromosomų analizę ir identifikuoti nenormalių ląstelių struktūras.
Tyrėjai taip pat naudoja mašininę viziją medžiagų paviršių analizei, cheminėms reakcijoms stebėti ir kiekybiniams duomenims iš eksperimentų rinkti. Automatizuota vaizdo analizė pagerina matavimo nuoseklumą ir leidžia efektyviau apdoroti didelius duomenų rinkinius.
Privalumai įvairiose pramonės šakose
Platus mašininės vizijos taikymo spektras įrodo jos vertę tiek pramoninėse, tiek ne pramoninėse aplinkose.
Derindamos vaizdų įsigijimą, automatizuotą analizę, matavimą, modelių atpažinimą ir sprendimų priėmimo funkcijas, mašininės vizijos sistemos gali paversti vizualinę informaciją į veiksmingus duomenis. Ši galimybė palaiko efektyvesnes patikras, stebėjimą ir valdymo procesus.
Nesvarbu, ar ji naudojama žemės ūkyje, gamyboje, mineralų perdirbime, transporte, saugume, sveikatos priežiūroje ar moksliniuose tyrimuose, mašininė vizija padeda pagerinti tikslumą, efektyvumą, nuoseklumą, produktyvumą ir sprendimų priėmimo kokybę. Šie privalumai padarė mašininę viziją ir vizualinius jutiklius esminėmis technologijomis šiuolaikinėje automatizacijoje ir išmaniose sistemose.
Vizualinių jutiklių plėtros istorija ir evoliucija
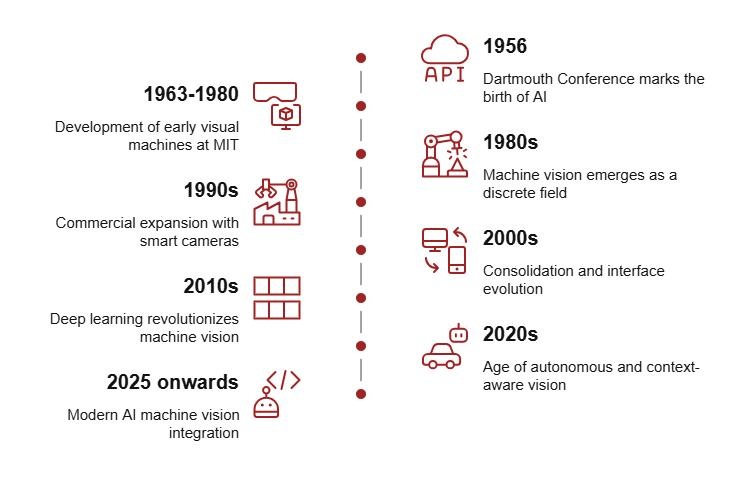
Ankstyvoji vizualinių jutiklių technologijos plėtra
Vaizdų jutiklių technologija pradėjo vystytis 1950-ųjų pabaigoje, kai pažanga elektronikoje, vaizdų įrenginiuose ir kompiuterinėse sistemose sukūrė naujas galimybes automatizuotai inspekcijai ir mašinų suvokimui. Tyrėjai siekė metodų, kurie leistų mašinoms rinkti vizualinę informaciją iš aplinkos ir naudoti ją automatizuotoms operacijoms palaikyti.
Ankstyvieji vizualiniai sistemos buvo palyginti paprasti ir juos ribojo turimų kamerų, apdorojimo aparatūros ir saugojimo įrenginių galimybės. Vaizdų įgijimas buvo lėtas, kompiuteriniai ištekliai buvo riboti, o buvo galima atlikti tik pagrindines vaizdo analizės funkcijas. Nepaisant šių apribojimų, šie ankstyvieji pasiekimai padėjo pagrindą šiuolaikinei mašinų regos technologijai.
Kai kompiuteriai tapo galingesni ir vaizdo jutiklių technologija tobulėjo, vizualiniai jutikliai palaipsniui perėjo iš laboratorinių tyrimų projektų į praktinius pramonės įrankius.
Roboto regėjimo tyrimų atsiradimas
1960-aisiais tyrimo pastangos išsiplėtė link roboto regėjimo, sutelkiant dėmesį į tai, kad mašinos galėtų atpažinti ir bendrauti su objektais aplinkoje. Ankstyvieji tyrimai paprastai vyko kontroliuojamose patalpose, kuriose buvo paprastų formų ir nuspėjamų vietų objektai.
Tyrėjai sukūrė technikas kraštams aptikti, geometrinėms formoms identifikuoti, objektams atskirti nuo fonų ir objekto padėčiai nustatyti vaizde. Šie tyrimai pristatė daugelį konceptų, kurie išlieka pagrindiniai šiuolaikinei mašinų regai, įskaitant vaizdo segmentavimą, bruožų išgavimą, objekto atpažinimą ir modelių analizę.
Nors skaičiavimo apribojimai ribojo sistemų galimybes, šis laikotarpis pažymėjo mašininės vaizdinės suvokimo pradžią ir suteikė pagrindą būsimoms automatizavimo technologijoms.
Išplėtimas į pramonines programas
1970-aisiais, pagerėjus elektronikos ir kompiuterių technologijai, vizualiniai jutikliai tapo vis labiau praktiški pramoniniam naudojimui. Gamintojai pradėjo taikyti mašinų regos sistemas inspekcijos ir matavimo užduotims, kurios buvo pasikartojančios, darbo intensyvios, arba sunkiai įgyvendinamos per rankinę inspekciją.
Kai kurios pirmųjų pramoninių taikymų apimtos:
• Integruotųjų grandynų gamyba
• Tikslus elektronikos surinkimas
• Gėrimų pakavimo inspekcija
• Automatizuotos kokybės kontrolės sistemos
Puslaidininkių gamyboje vizualinės sistemos buvo naudojamos, norint patikrinti smulkius grandynų raštus ir identifikuoti gamybos defektus. Elektronikos surinkimo operacijose jos patikrino komponentų išdėstymą ir lygiagretiškumą. Pakavimo sistemose mašinų rega buvo naudojama etikečių, užpildymo lygių, uždarymų ir paketo vientisumo patikrinimui. Šios programos parodė vizualinių jutiklių gebėjimą pagerinti tiek produkto kokybę, tiek gamybos efektyvumą.
Technologiniai pasiekimai, kurie pagreitino plėtrą
Vizualinių jutiklių plėtrą pagreitino pažanga keliuose moksliniuose ir inžineriniuose mokslo srityse.
Pažanga skaitmeninio vaizdo apdorojimo srityje pagerino vaizdų patobulinimą, triukšmo mažinimą ir bruožų išgavimą. Tyrimai modelių atpažinimo srityje leido sistemoms identifikuoti objektus, simbolius ir pasikartojančius vizualinius bruožus didesniu tikslumu. Kompiuterinės grafikos patobulinimai palaikė efektyvesnį vaizdų reprezentavimą ir analizę.
Žmonių vizualinio suvokimo tyrimai taip pat turėjo įtakos vaizdų interpretacijos metodams, o pažanga intelektinių skaičiavimo technologijų pagerino objektų klasifikavimą, modelių atpažinimą ir automatizuoto sprendimų priėmimo galimybes.
Šios plėtros leido mašinų regos sistemoms peržengti paprastą inspekciją ir atlikti pažangesnes užduotis, tokias kaip roboto vadovavimas, defektų klasifikavimas, objekto stebėjimas, matmenų matavimas ir proceso kontrolė.
Vaizdų įrenginių evoliucija
Vizualinių jutiklių pažanga buvo glaudžiai susijusi su vaizdų jutiklių technologijos tobulėjimu.
Ankstyvosioms mašinų regos sistemoms vaizdų įgijimui buvo naudojama kamerų vamzdžių technologija. Nors šie prietaisai leido atlikti pagrindinę vizualinę inspekciją, jie dažnai kentėjo dėl prastesnės vaizdo kokybės, didesnio fizinio dydžio, sumažintos stabilumo ir didesnių priežiūros reikalavimų.
CCD (įkraunamoji jungtis) jutiklių pristatymas buvo didelis technologinis proveržis. CCD jutikliai užtikrino geresnę vaizdo kokybę, didesnį šviesos jautrumą, didesnį patikimumą ir nuoseklesnį veikimą. Šie privalumai ženkliai pagerino mašinų regos sistemų tikslumą ir efektyvumą.
CCD technologijos priėmimas leido tikslesnį tikrinimą, matavimą ir automatizavimo programas plačiame pramonės spektrų.
Šiuolaikinė vizualinių jutiklių technologija
Modernūs vizualiniai jutikliai siūlo galimybes, kurios gerokai viršija ankstesnių sistemų galimybes. Jutiklių konstrukcijos, apdorojimo aparatūros, komunikacijos technologijų ir vaizdo apdorojimo algoritmų tobulinimas žymiai padidino našumą ir funkcionalumą.
Dabartinės sistemos gali užfiksuoti aukštos raiškos vaizdus, realiu laiku apdoroti didelius vaizdo duomenų kiekius ir atlikti sudėtingas analizes per daleles sekundės. Tokios funkcijos kaip automatinis fokusavimas, didelio greičio vaizdo įsigijimas, trimatis vaizdavimas, objektų atpažinimas ir pažangios matavimo funkcijos dabar yra plačiai prieinamos.
Kai robotika ir pramoninė automatika toliau vystosi, vizualiniai jutikliai tapo būtinais įrankiais inspektavimui, matavimams, robotų vadovavimui, procesų stebėjimui ir automatizuotam sprendimų priėmimui. Šiandien jie atlieka kritinį vaidmenį gamyboje, elektronikų gamyboje, automobilių surinkime, logistikos srityje, puslaidininkių gamyboje, medicinos prietaisų gamyboje ir kitose pažangiose pramonės taikymuose.
Išvada
Mašininis matymas pagerina gamybos tikslumą, greitį ir nuoseklumą, pakeisdamas rankinį vizualinį inspektavimą automatizuota vaizdo analize. Jo našumas priklauso nuo tinkamo apšvietimo, kameros pasirinkimo, vaizdo apdorojimo, kalibravimo ir sistemos integracijos. Kadangi gamyba ir automatizavimas toliau tobulėja, mašininis matymas išlieka būtinas kokybės kontrolei, defektų aptikimui, matavimams, rūšiavimui ir robotų vadovavimui.
Dažniausiai užduodami klausimai [FAQ]
1. Kodėl apšvietimas dažnai laikomas pačiu svarbiausiu veiksniu mašininio matymo sistemos našume?
Apšvietimas tiesiogiai veikia vaizdo, užfiksuoto kamerą, kokybę. Net aukštos raiškos kamera gali susidurti su sunkumais aptikdama defektus, kraštus, žymes ar matmenų ypatybes, jei objektas nėra tinkamai apšviestas. Geras apšvietimas pagerina kontrastą, sumažina šešėlius ir atspindžius, taip pat pabrėžia svarbias ypatybes, kurias reikia patikrinti. Daugelio mašininio matymo programų atveju apšvietimo nustatymų tobulinimas gali turėti didesnį poveikį inspektavimo tikslumui nei pačios kameros atnaujinimas.
2. Kaip mašininio matymo sistemos pasiekia nuoseklesnius inspektavimo rezultatus nei rankinis inspektavimas?
Mašininio matymo sistemos vertina kiekvieną produktą naudodamos tas pačias programuotas inspektavimo taisykles, matavimo metodus ir priėmimo kriterijus. Kitaip nei žmogaus inspektoriai, jie nėra paveikti nuovargio, koncentracijos pokyčių, apšvietimo sąlygų ar subjektyvių vertinimų. Kiekvienas vaizdas analizuojamas naudojant identiškus algoritmus, leidžiančius sistemai gauti labai pakartojamus rezultatus per tūkstančius inspektavimo ciklų. Šis nuoseklumas padeda gamintojams išlaikyti stabilias kokybės normas ir sumažinti inspektavimo variabilumą.
3. Kodėl vizualiniai jutikliai yra lankstesni nei tradiciniai fotoelektriniai jutikliai šiuolaikinėse automatizavimo sistemose?
Fotoelektriniai jutikliai paprastai yra sukurti aptikti objekto buvimą arba nebuvimą tam tikroje vietoje. Vizualiniai jutikliai nuėjo dar toliau, užfiksuodami visus vaizdus ir analizuodami kelias charakteristikas tuo pačiu metu. Vienas vizualinis jutiklis gali patikrinti dydį, formą, poziciją, orientaciją, spalvą, žymes ir paviršiaus sąlygas per vieną inspektavimo ciklą. Be to, inspektavimo kriterijus dažnai galima keisti per programinės įrangos atnaujinimus, o ne per aparatūros pakeitimus, todėl vizualiniai jutikliai yra labai pritaikomi produktų variacijoms ir gamybos pokyčiams.
4. Kaip mašininis matymas palaiko robotų vadovavimą ir automatizuotas gamybos operacijas?
Mašininis matymas suteikia robotams tikslią informaciją apie objekto vietą, orientaciją, matmenis ir padėtį. Po to, kai užfiksuojamas ir apdorojamas vaizdas, matymo sistema apskaičiuoja koordinatės ir siunčia šią informaciją robotų valdikliui. Robotai tada gali pakeisti savo judesius, kad atliktų tokius uždavinius kaip daiktų paėmimas ir padėjimas, surinkimas, rūšiavimas, pakavimas ar kokybės inspektavimas. Ši galimybė leidžia automatizuotoms sistemoms apdoroti produktus, kurie gali atvykti skirtingose padėtyse ar orientacijose, išlaikant didelį tikslumą ir efektyvumą.
5. Kodėl mašininis matymas tapo vis svarbesnis įvairiose pramonės šakose, tokiose kaip gamyba, žemės ūkis, sveikata ir transportas?
Mašininis matymas sujungia vaizdo įsigijimą, automatizuotą analizę, matavimą ir sprendimų priėmimą į vieną technologinę platformą. Gamyboje jis pagerina kokybės kontrolę ir gamybos efektyvumą. Žemės ūkyje jis palaiko pasėlių stebėjimą ir produktų rūšiavimą. Sveikatos srityje jis padeda su medicininių vaizdų analize ir diagnostikos palaikymu. Transporto srityje jis leidžia stebėti eismą ir atpažinti numerių lenteles. Kadangi mašininis matymas gali greitai, tiksliai ir nuosekliai apdoroti didelius vizualinės informacijos kiekius, jis tapo svarbia technologija automatizavimui, inspektavimui, stebėjimui ir protingam sprendimų priėmimui daugelyje pramonės šakų.
Susijęs tinklaraštis
-
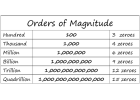
Kiek nulių per milijoną, milijardus, trilijonus?
![Kiek nulių per milijoną, milijardus, trilijonus?]()
2024/07/29
Milijonas reiškia 106, lengvai sugriebtas skaičius, palyginti su kasdieniais daiktais ar metiniais atlyginimais. Milijardas, lygi 109, pradeda tempt... -
„IRLZ44N MOSFET“ duomenų lapas, grandinė, lygiavertis, „Pinout“
![„IRLZ44N MOSFET“ duomenų lapas, grandinė, lygiavertis, „Pinout“]()
2024/08/28
„IRLZ44N“ yra plačiai naudojamas N-kanalo galios MOSFET.Garsusi dėl puikių perjungimo galimybių, jis labai tinka daugybei programų, ypač galio... -
Baterijos temperatūra per žema, įkrovimas sustojo.Kaip tai ištaisyti?
![Baterijos temperatūra per žema, įkrovimas sustojo.Kaip tai ištaisyti?]()
2024/10/6
Mobiliojo telefono akumuliatoriaus įkrovimo problemos yra įprastos, tačiau juos galima efektyviai valdyti.Temperatūra vaidina didelę įtaką akum... -
BC547 TRANSISTORAS KLAUSIMAS VADOVAS
![BC547 TRANSISTORAS KLAUSIMAS VADOVAS]()
2024/07/4
BC547 tranzistorius dažniausiai naudojamas įvairiose elektroninėse programose, pradedant nuo pagrindinių signalo stiprintuvų iki sudėtingų osci... -
Išsamus SCR vadovas (Silicio kontroliuojamas lygintuvas)
![Išsamus SCR vadovas (Silicio kontroliuojamas lygintuvas)]()
2024/04/22
Silicio valdomi lygintuvai (SCR) arba tiristoriai vaidina pagrindinį vaidmenį „Power Electronics“ technologijoje dėl jų našumo ir patikimumo.Š... -
Išsamus multiplekserių vadovas ir jų vaidmuo skaitmeninėse sistemose
![Išsamus multiplekserių vadovas ir jų vaidmuo skaitmeninėse sistemose]()
2025/09/20
Multiplekseriai yra komponentai skaitmeninėse sistemose, skirtos nukreipti kelis įvesties signalus į vieną išvesties liniją, naudojant dvejetain... -
LR621, SR621SW, 364, AG1 akumuliatorių ekvivalentai ir pakaitalai
![LR621, SR621SW, 364, AG1 akumuliatorių ekvivalentai ir pakaitalai]()
2024/07/15
LR621 ir SR621SW mygtukų baterijos yra paplitusios kompaktiškuose elektroniniuose įrenginiuose, tokiuose kaip laikrodžiai, maži žaislai, skaiči... -
OP-AMP grandinių pagrindai
![OP-AMP grandinių pagrindai]()
2023/12/28
Sudėtingame elektronikos pasaulyje kelionė į jos paslaptis visada veda mus į grandinės komponentų kaleidoskopą, tiek išskirtinį, tiek sudėti... -
Palyginus NMO ir PMOS skirtumus ir programas
![Palyginus NMO ir PMOS skirtumus ir programas]()
2024/11/15
Suprantant efektyvias grandines, svarbu suprasti NMOS ir PMOS tranzistorių skirtumus.NMOS (N-type Metal-Oxide-Semiconductor) and PMOS (P-type Metal-O... -
CR2450 vs CR2032 palyginimas: viskas, ką jums reikia žinoti
![CR2450 vs CR2032 palyginimas: viskas, ką jums reikia žinoti]()
2025/09/15
Mygtukų baterijos, tokios kaip CR2450 ir CR2032, maitina daugybę kasdienių elektronikų, pradedant laikrodžiais ir nuotoliniais nuotoliniais mokes...




Karštos dalys
- 5CEFA9F31I7N
- S29GL512S10DHSS13
- Z84C0008PEG
- MIC5162BMM
- TAJA224K050RNJ
- TMP007AIYZFT
- R5F21355ANFP
- C1005X7R1E104K050BB
- SDED5-001G-NA
- TPSE476K025R0080
- W1032BBBG-50-F
- AD8075ARU-REEL
- DAC082S085CISD
- PF58F0016LVYTBO
- C2012JB1V335K125AC
- 08051A3R0CAT2A
- T350C225K035AT
- UMK063CG060DTHF
- MB90F335A
- RT0603DRD07120RL
- ISL6559CBZ
- CM600E2Y-34H
- ICS9DB801CFLFT
- 06031A470GAT4A
- IRFS3004TRL7PP
- HPC36083DLD/V20
- MTC-20172PC-C
- AT45DB081E-SHN-T
- RT1206BRD0747R5L
- C3225Y5V1H475Z/1.15
- 6MBI15S-040C
- NUP1301ML3T1G
- JNSP26031BF550
- DS1780E/TR
- MC9S12XEQ512MAGR
- IR2302SPBF
- 04025A270FAJ2A
- A54SX08A-TQ100I
- ADA4841-1YRJZ-R7
- MPC5567MVR132
- T495C686K010ATE250
- DAC70508ZRTET
- DCM3623T75X1780T00
- AM79C2031JC
- IDT7208LA25J
- LFXP3C-4QN208C-3I
- MB8431-12L
- VL82C330FC3
- CY7C256XV18-450BZXC
- M30620MCM-C04GP